
ОЭМКа: уникальное предприятие России у нас в городе.
---
Помните, недавно к нам приезжал Путин для открытия ГБЖ-2, я вам тогда показывал ГИГАНТОВ на дне карьера. За день до этого мне удалось второй раз побывать на Оскольском Электрометаллургическом комбинате - это первенец бездоменной металлургии в России.
ОЭМК представляет собой единственное в России металлургическое предприятие полного цикла, где реализованы технология прямого восстановления железа и плавка в электропечах, позволяющие получать металл, практически свободный от вредных примесей и остаточных элементов.
Давайте посмотрим как это там все происходит:
Что бы лучше понять "атмосферу" на предприятии предлагаю видеоролик:
Подписывайтесь на мой Ютюб канал
Перед зданием управления стоит памятник Алексею Угарову - он более 20 лет возглавлял Оскольский электрометаллургический комбинат.

Решение о строительстве ОЭМК было принято вскоре после подписания в 1974 г. 21 марта министерством внешней торговли и группой западно-германских фирм Генерального соглашения о сотрудничестве и технологическом развитии.
В последствии было подписано лицензионное соглашение с фирмой «КорфШталь АГ» (ФРГ). В последние годы было заключено более 50 контрактов с ведущими фирмами ФРГ, Швеции, Франции, Японии на поставку оборудования и технологической документации для объекта комбината.
Фото 2.

Современная технология металлургического производства на ОЭМК имеет существенные преимущества перед известными типовыми технологиями, основанными на использовании коксохимического доменного производства для выплавки чугуна. Эти преимущества заключаются в том, что для выплавки высококачественной стали на ОЭМК взамен чугуна используют металлизированный окатыш.
Железорудный концентрат в виде пульпы, транспортируемой с Лебединского горно-обогатительного комбината, по пульпопроводу длиной 26,5 км поступает в цех окомкования, где производятся окисленные окатыши.
Фото 3.

Сырые окатыши получают на 5 барабанных окомкователях диаметром 3,6 м и длиной 10,0 м, работающих в режиме рециркуляции мелких фракций, выделяемых на грохоте.
Грохот, установленный за барабаном, разделяет выгружаемые из него окатыши на три фракции: < 9 мм; 9-15 мм; > 15 мм. Мелкая фракция (< 9 мм) возвращается обратно на конвейер подачи материала в барабан. Крупную фракцию ( > 15 мм) доставляют ленточными транспортерами в проходной смеситель для измельчения. Сырые окатыши 9-15 мм не соответствуют требованию к качеству, их можно возвратить реверсивным конвейером в проходной смеситель. Сырые окатыши фракцией 9-15 мм, прошедшие качественный контроль, подается в обжиговую машину, где сначала засыпается постель 15-25 мм из окатышей, а потом окатыши для обжига.
Фото 4.

Во избежание разрушения влажных окатышей существует зона подогрева до 1000°С, посредством фильтрации через слой продуктов сгорания от специального топлива в горне.
При обжиге до 1300°С окатыши упрочняются в результате спекания и слипания мягких частиц железорудного концентрата.
Заключительной операцией термообработки окатышей является их охлаждение, условия которого оказывают большое влияние на качество.
Фото 5.

После обжига окатыши поступают на станцию грохочения и на склад, а затем отгружаются в цех металлизации.
Цех металлизации производит металлизованные окатыши из окисленных окатышей по технологии Мидрекс – нагретым восстановительным газом, полученным из природного газа после его конверсии в реформерах. В цехе имеются четыре установки металлизации, на которых производятся пассивированные металлизованные окатыши, которые передаются в электросталеплавильный цех комбината и отгружаются другим металлургическим заводам, а также на экспорт.
Металлизованные окатыши (или, как их часто называют, железо прямого восстановления) – это высококачественное сырье для выплавки стали, частично или полностью заменяющее металлолом. Ценность металлизованных окатышей определяется низким содержанием в них вредных примесей, в том числе цветных металлов, что обеспечивается как технологией их производства, так и чистотой железной руды.
Фото 6.

Окисленные окатыши из цеха окомкования поступают в цех металлизации по закрытым конвейерным трактам на склад, из которого подается на станции грохочения для отсева мелочи. Отделение металлизации – это 64 метровые цилиндрические башни с внутренним диаметром 5 метров. Это установки металлизации шахтного типа, в которых происходит прямое восстановление железа.
Годный материал по конвейерному тракту подается в шахтную печь, в которой окислы железа восстанавливаются в противопотоке восстановительным газом. Для производства 1т металлизованной продукции требуется примерно 400 м3природного газа.
Весь процесс, включая подготовку газа и восстановление железа протекает в замкнутой системе; колошниковый газ используется для конверсии природного газа, в атмосферу сбрасывается лишь дым из межтрубного пространства реформера после использования тепла. Металлизованные окатыши поступают в электросталеплавильный цех и на отгрузку на сторону.
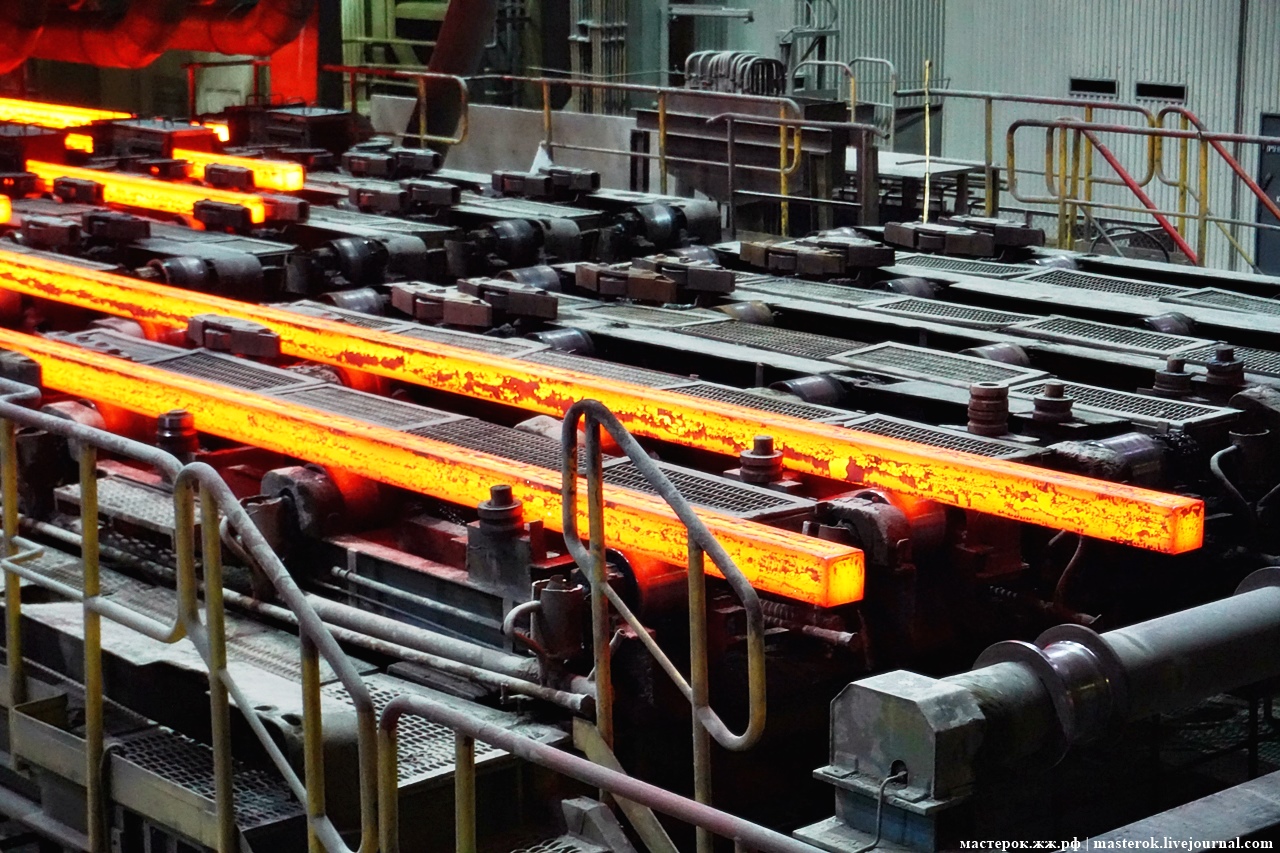
В конечном итоге получаются продукты, в которых примерно 85% железа и 1-3% углерода. После этого окатыши конвейером поступают в ЭСПЦ, из которого вы и видите сейчас фотографии.
На фото ниже вы видите как работают графитовые электроды разогревая металл.
Фото 7.

А вот процесс замены эдектрода - на видео он хорошо показан.
Фото 18.

ЭСПЦ ОЭМК предназначен для выплавки более 300 видов марок стали: подшипниковые, конструкционные легированные, рессорно-пружинные и трубные марки электростали на шихте из скрапа и металлизованных окатышей, поставляемых цехом металлизации, с применением добавок и легирующих.
Главной отличительной особенностью ЭСПЦ ОЭМК, при сравнении с цехами других комбинатов, является применение поперечной схемы перемещения кранов в печном и прилегающем к нему транспортном пролете. Жидкую сталь разливают на УНРС цеха в заготовки. После охлаждения и, если необходимо, зачистки заготовки подают в сортопрокатный цех, где они подвергаются дальнейшей переработке.
Фото 8.

В цехе используются новейшие технологические приемы и операции: продувка аргоном, вакуумирование, обработка порошкообразными реагентами, защита струи металла от вторичного окисления, автоматическое поддержание уровня металла в кристаллизаторе, термическая обработка и специальная зачистка литой заготовки.
Железорудные окатыши, шлакообразующие, легирующие и другие сыпучие материалы подают из соответствующих отделений конвейерным транспортом в бункеры пролета, расположенного между печным и распределительным.
Из бункеров с помощью питателей и системы дозирования материалы через течку в своде подаются в печь или по течкам загружают в ковш.
Фото 9.
Выплавка стали производится одношлаковым процессом в четырех 150-тонных дуговых сталеплавильных печах (ДСП) на шихте, включающей, как правило, до 65% металлизованных окатышей и 35% скрапа. Предусматривается возможность использования 50% скрапа. Конструкция печей соответствует современным требованиям к печам сверхвысокой мощности, работающих с использованием металлизованных окатышей. В соответствии с требованием максимальной механизации всех работ, автоматизацией технологического процесса, печи укомплектованы набором соответствующих приборов, устройств и механизмов.
Выпуск стали из печи производится в разливочный ковш емкостью 150т, установленный на сталевозе, который расположен на рельсовой колее и оборудован взвешивающим устройством.
Фото 10.

Далее жидкая сталь в ковше подвергается внепечной обработке. Исходя из соображений оптимального режима работы установлено две установки внепечной обработки, включающие: установку вакуумирования типа DH; установку десульфурации и продувки аргоном с устройством для ввода алюминия в ковш.
По окончании внепечной обработки ковш с металлом устанавливают на поворотный стенд для передачи в отделение машины непрерывного литья заготовок (МНЛЗ). К качеству заготовок, полученных на участке непрерывной разливки стали (УНРС), предъявляются высокие требования. Для их обеспечения необходима соответствующая подготовка металла перед разливкой, конструкция УНРС и отдельных узлов, оптимальная работа оборудования и оптимальная технология процесса.
Фото 11.

Удаление шлака производится через порог рабочего окна электропечи, а также через сталевыпускное отверстие в шлаковый ковш емкостью 16 м3, установленный на шлаковой тележке. После заполнения чашу вывозят в транспортный пролет, где заменяют на порожнюю, а заполненную вывозят из цеха автошлаковозом. Шлак, оставшийся в ковше после разливки, скантовывается в чашу, установленную на стенде в распределительном пролете. Заполненная чаша так же вывозится автошлаковозом. Межплавочную подготовку сталеразливочных ковшей осуществляют в распределительном пролете, где имеются соответствующие стенды.
Фото 12.

Фото 13.

Фото 14.

Фото 15.

Фото 16.

Фото 17.

Фото 19.

Фото 20.

Фото 21.

Прокатное производство комбината включает в себя два цеха:
- сортопрокатный цех №1, производящий крупносортный прокат, трубную заготовку и квадратную заготовку для переката (подкат для стана 350 и товарную);
- сортопрокатный цех №2, производящий мелко- и среднесортный прокат.
Сортопрокатный цех №1 имеет мощность 2,3 млн. т товарного проката и заготовки для стана 350 (сортопрокатного цеха №2).
Фото 22.

В состав цеха входят:
1. Склад литой заготовки вместимостью 30 тыс. т. Каждая плавка складируется в отдельную ячейку, информация о каждой заготовке и месте складирования вводится в ЭВМ.
2. Три методические нагревательные печи с шагающими балками и одна печь гомогенизации.
3. Крупносортно-заготовочный стан 700 включает в свой состав обжимную реверсивную клеть «1000», две непрерывные четырехклетьевые группы с вертикальным и горизонтальным расположением валков, ножницами и пилами горячей резки.
4. Участок термообработки и охлаждения в составе трех печей и четырех реечных холодильников.
5. Автоматизированный высотный промежуточный склад проката вместимостью 18 тыс. т.
6. Отделение отделки проката, включающее участки зачистки и обточки заготовки.
Фото 23.

Прокат подвергается ультразвуковому и электромагнитному контролю внутренних и поверхностных дефектов на установках «Dr. Foerster», «Волна-7», «Karl Deutch».
Существующая система управления прокатным станом с помощью ЭВМ позволяет вести процесс прокатки без вмешательства оператора, что сводит к минимуму возможность ошибки.
Фото 24.

Сортопрокатный цех №2 имеет годовую проектную производительность 1 млн. т, в том числе 700 тыс. т проката в прутках и 300 тыс. т в мотках.
Мелкосортно-среднесортный стан 350 предназначен для производства проката круглого, квадратного, шестигранного и полосового сечений диаметром по круглому 12-75(80)мм в прутках и бунтах (до 40мм).
Марки прокатываемых сталей:
- подшипниковые – 20%;
- рессорно-пружинные – 10%;
- легированные-конструкционные – 35%;
- стали для холодного выдавливания и высадки по марочному сортаменту – 35%.
Фото 25.
Предусмотрена технология низкотемпературного нагрева заготовки (900°С), что обеспечивает снижение энергозатрат на 15% и значительно уменьшает обезуглероживание проката. Имеется возможность горячего посада заготовки.
Фото 26.

Точность проката после обточки соответствует квалитету h11.
На установке «БУНТ-ПРУТОК» из мотков горячекатаного проката получают обточенные прутки длиной до 6 метров с точностью порезки ± 5 мм. На установке предусмотрена полировка проката.
Термообработка прутков проката на участке отделки вне потока производится в печах с защитной атмосферой, что позволяет исключить окисление и обезуглероживание проката.
Фото 27.

Вот собственно и готовая продукция - ждет отправки заказчикам.
Фото 28.

Взято: masterok.livejournal.com
Комментарии (0)
{related-news}
[/related-news]