
Как сделать рабочий нож
---
В таком виде мне приходит сталь (сталь разная, но в основном порошковая).
Естественно в окалине со следами проката или плоскошлифа (листы порошковых сталей таких как CPM-110V, CPM-S125V запекаются в пакете из нержавеющей фольги, а после сошлифовывается слой стали вместе с фольгой.

Сейчас же речь у нас пойдет про верхний "скинер" из стали CPM-3V.

Содрать окалину можно и на гриндере, но она портит ленты, лента должна быть новая (иначе это займет много времени и нервов). Поэтому отдаем на плоскошлиф специально обученным людям и получаем результат. Далее контуруем бланк так как гидрообразивная резка делает срез под углом, да и окалина на торцах тоже присутствует.
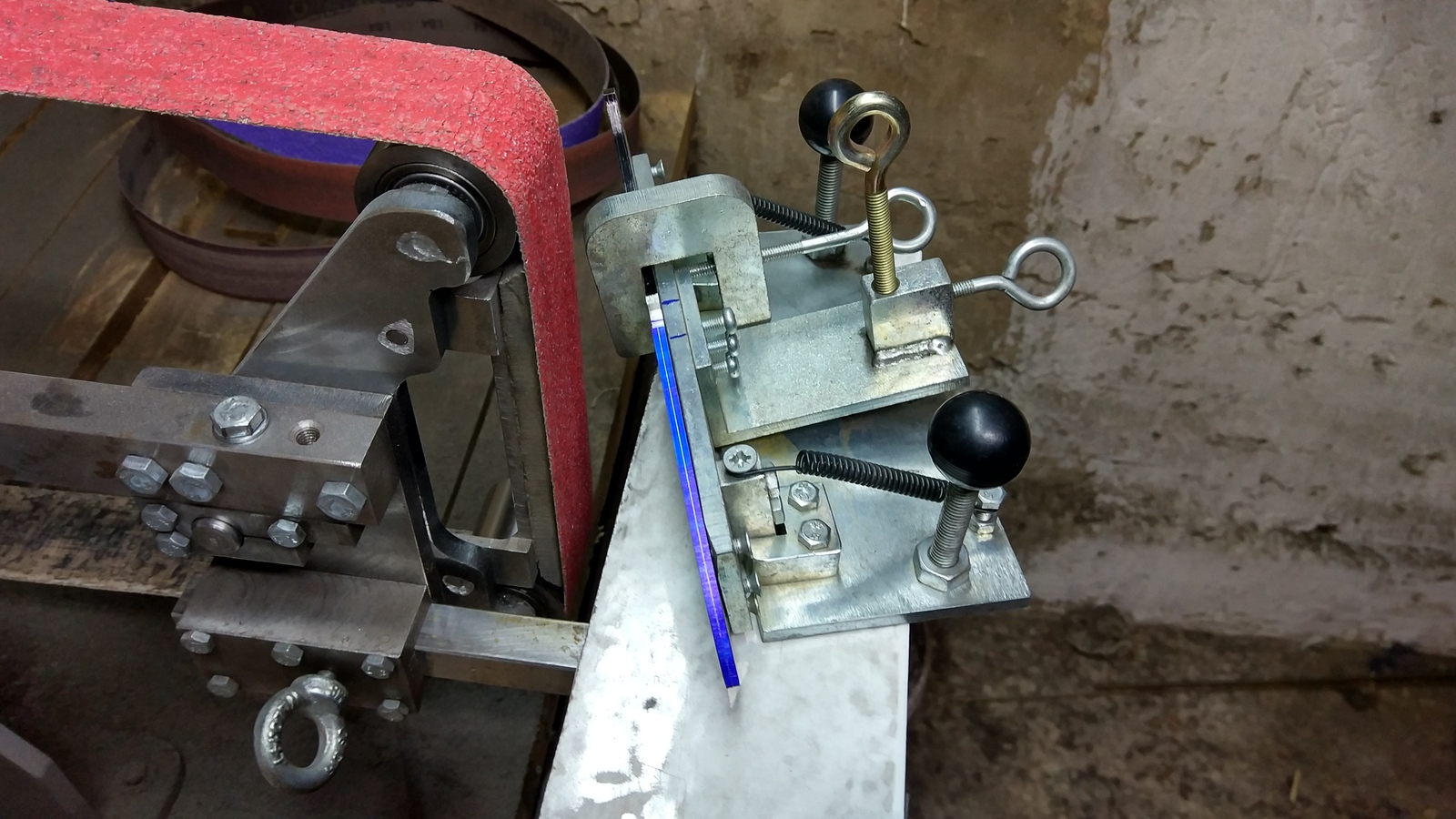
Линия разметки режущей кромки. Зажимаем в приспособе под названием "Гравицапа".
Размечаем примерно спуски и линию рекассо (самые внимательные заметят, что бланк на фото нет тот, что на предыдущих, он такой же, НО не тот...)

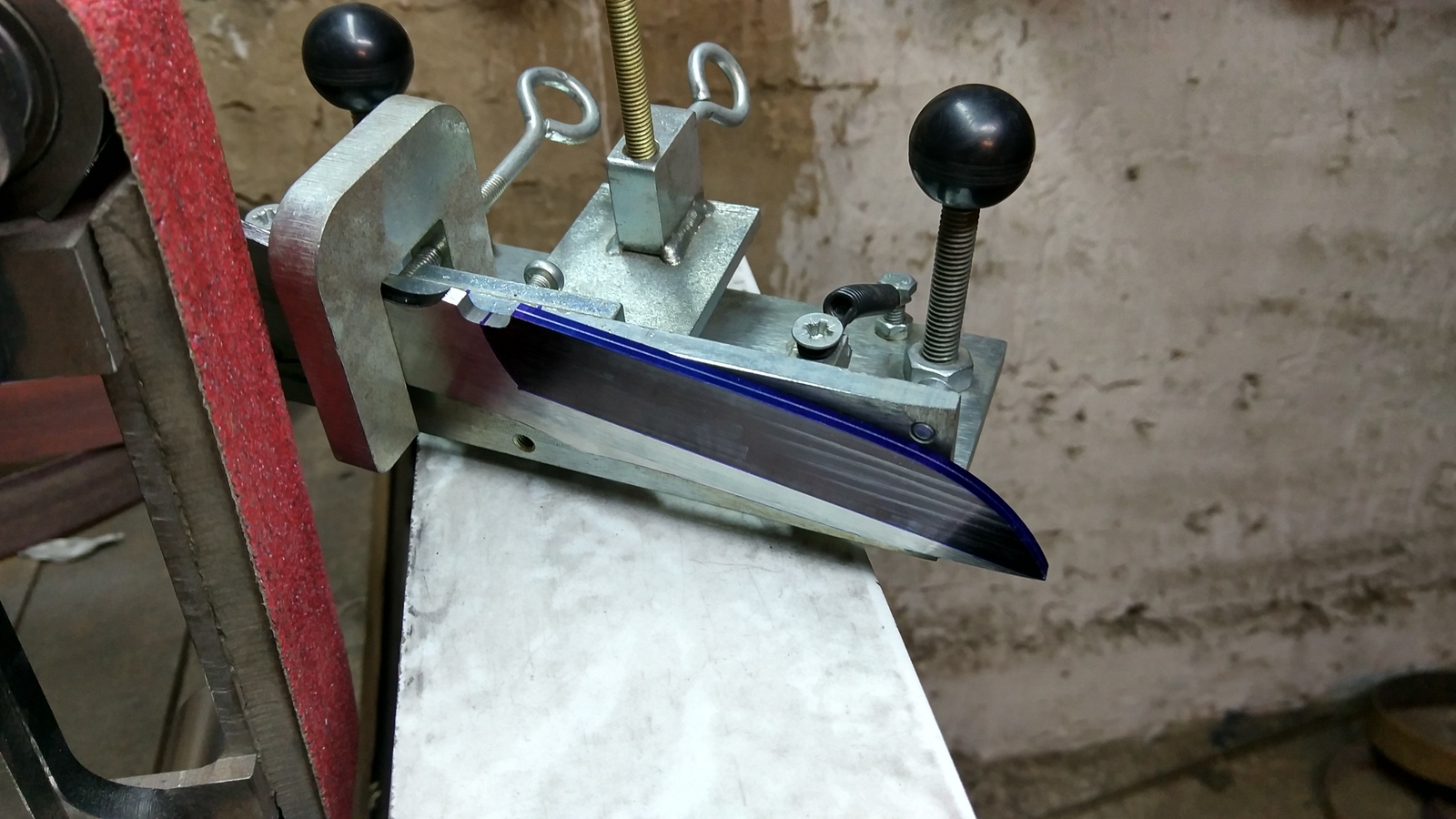
Вот такие спуски получились. Не большой радиус придает законченный вид. К сожалению нет фото процесса нанесения продольного сатина.

Черновой продольный сатин и фасочка по обуха снята.

Рукоять. На этом этапе нет ничего сложного, плашки выравниваются вручную на гранитной плите с приклееной к ней наждачке с 80 зерном, склеиваются между собой, к ним же приклеивается хвостовик ножа (2-3 капли супер клея), высверливаются отверстия и контуруется по форме хвостовика.


Эта та часть рукояти которую надо выводить в чистовую до момента склейки, так как потом это будет весьма проблематично.

Собрал рукоять на супер клей (2-3 капли, не более, этого вполне хватит для наших целей) и приступил в формированию.

Всё еще грубый обдир.

И тут. Смотри следующее фото!

Вот уже лучше, но все еще финиш не для полировки.


Аккуратно отковыриваем плашки от клинка. Зазор между ними из за клея, снимается он на той же плите.

Самое время заворонить клин! Но не может же идти все гладко... на другой стороне еще хуже.

А вот и повторный сатин, в общем выгоняем поверхность в чистовую, обезжириваем и в хлорное железо. Как у офигевшего рукажопа брусок для этих целей из Айронвуда.

Фуууф скажите вы, да и я тоже... все прошло хорошо, клин заворонили и нанесли легкий "Стоунвош", галтовка в общем.

Я и думаю, ну слишком всё просто... Торцы пинов приняли форму рукояти и допер я до этого конечно после того как вытащил их оба. Я уже делал рукоять такого типа, но собирал я ее на левых пинах, а в конце работы вставлял правильные пины и подгонял... а тут решил что я умный. конечно. Сейчас стояла задача вернуть каждый пин на свое место (мало того в свое место так еще и чтоб стороны совпадали.
Склейка. Склейка была веселая, пины не дали скучать и пока я выставил пины смола начала полимеризоваться....
Все эти проблемы в работе были для того чтобы клинок полностью был вороненный и в стоунвоше вместе с хвостовиком. Но промах с пинами подкосил процесс реализации столь хорошей задумки. Проблема была еще и в том что сверла по каленым сталям с твердосплавной напайкой не имеют точного размера, не 7мм а 7,1мм или около того. Получилось так, что по обуху хвостовик немного выходил из рукояти, а по нижней части наоборот. Было принято решение хвостовик полировать.

Заточка. К заточке я подхожу основательно, так как от этого зависит много факторов.
CPM-3V это весьма ударостойкая сталь с большими механическими возможностями. При слесарке клинка было принято решение сводить в 0,40-0,5мм, сказано-сделано 0,45мм, заточка по 20* на сторону.



Отдаем на гравирофку и фотографу. Кто то же должен делать работу профессионально. Я не профессионал, сделал я не много ножей и до сих пор учусь и на своих ошибках тоже.
Данный пост я бы хотел посветить памяти по настоящему мастеру своего дела, который делал шикарные гриндера, а именно Андрею Chapay!
В этом году его не стало, но память будет жить вечно, как и его дело!

Вот такие красавцы от Андрея! ГЧ-12 и ГЧ-10 оба с лентой 1250мм.
Источник
Жми на кнопку, чтобы подписаться на "Как это сделано"!

Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану (shauey@yandex.ru) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Подписывайтесь также на наши группы в фейсбуке, вконтакте, одноклассниках, в ютюбе и инстаграме, где будут выкладываться самое интересное из сообщества, плюс видео о том, как это сделано, устроено и работает.
Жми на иконку и подписывайся!
 - http://kak_eto_sdelano.livejournal.com/
- http://kak_eto_sdelano.livejournal.com/
 - https://www.facebook.com/kaketosdelano/
- https://www.facebook.com/kaketosdelano/
 - https://www.youtube.com/kaketosdelano
- https://www.youtube.com/kaketosdelano
 - https://vk.com/kaketosdelano
- https://vk.com/kaketosdelano
 - https://ok.ru/kaketosdelano
- https://ok.ru/kaketosdelano
 - https://twitter.com/kaketosdelano
- https://twitter.com/kaketosdelano
 - https://www.instagram.com/kaketosdelano/
- https://www.instagram.com/kaketosdelano/
Официальный сайт - http://ikaketosdelano.ru/
Мой блог - http://aslan.livejournal.com
Инстаграм - https://www.instagram.com/aslanfoto/
Facebook - https://www.facebook.com/aslanfoto/
Вконтакте - https://vk.com/aslanfoto
Естественно в окалине со следами проката или плоскошлифа (листы порошковых сталей таких как CPM-110V, CPM-S125V запекаются в пакете из нержавеющей фольги, а после сошлифовывается слой стали вместе с фольгой.
Сейчас же речь у нас пойдет про верхний "скинер" из стали CPM-3V.
Содрать окалину можно и на гриндере, но она портит ленты, лента должна быть новая (иначе это займет много времени и нервов). Поэтому отдаем на плоскошлиф специально обученным людям и получаем результат. Далее контуруем бланк так как гидрообразивная резка делает срез под углом, да и окалина на торцах тоже присутствует.
Линия разметки режущей кромки. Зажимаем в приспособе под названием "Гравицапа".
Размечаем примерно спуски и линию рекассо (самые внимательные заметят, что бланк на фото нет тот, что на предыдущих, он такой же, НО не тот...)
Вот такие спуски получились. Не большой радиус придает законченный вид. К сожалению нет фото процесса нанесения продольного сатина.
Черновой продольный сатин и фасочка по обуха снята.
Рукоять. На этом этапе нет ничего сложного, плашки выравниваются вручную на гранитной плите с приклееной к ней наждачке с 80 зерном, склеиваются между собой, к ним же приклеивается хвостовик ножа (2-3 капли супер клея), высверливаются отверстия и контуруется по форме хвостовика.
Эта та часть рукояти которую надо выводить в чистовую до момента склейки, так как потом это будет весьма проблематично.
Собрал рукоять на супер клей (2-3 капли, не более, этого вполне хватит для наших целей) и приступил в формированию.
Всё еще грубый обдир.
И тут. Смотри следующее фото!
Вот уже лучше, но все еще финиш не для полировки.
Аккуратно отковыриваем плашки от клинка. Зазор между ними из за клея, снимается он на той же плите.
Самое время заворонить клин! Но не может же идти все гладко... на другой стороне еще хуже.
А вот и повторный сатин, в общем выгоняем поверхность в чистовую, обезжириваем и в хлорное железо. Как у офигевшего рукажопа брусок для этих целей из Айронвуда.
Фуууф скажите вы, да и я тоже... все прошло хорошо, клин заворонили и нанесли легкий "Стоунвош", галтовка в общем.
Я и думаю, ну слишком всё просто... Торцы пинов приняли форму рукояти и допер я до этого конечно после того как вытащил их оба. Я уже делал рукоять такого типа, но собирал я ее на левых пинах, а в конце работы вставлял правильные пины и подгонял... а тут решил что я умный. конечно. Сейчас стояла задача вернуть каждый пин на свое место (мало того в свое место так еще и чтоб стороны совпадали.
Склейка. Склейка была веселая, пины не дали скучать и пока я выставил пины смола начала полимеризоваться....
Все эти проблемы в работе были для того чтобы клинок полностью был вороненный и в стоунвоше вместе с хвостовиком. Но промах с пинами подкосил процесс реализации столь хорошей задумки. Проблема была еще и в том что сверла по каленым сталям с твердосплавной напайкой не имеют точного размера, не 7мм а 7,1мм или около того. Получилось так, что по обуху хвостовик немного выходил из рукояти, а по нижней части наоборот. Было принято решение хвостовик полировать.
Заточка. К заточке я подхожу основательно, так как от этого зависит много факторов.
CPM-3V это весьма ударостойкая сталь с большими механическими возможностями. При слесарке клинка было принято решение сводить в 0,40-0,5мм, сказано-сделано 0,45мм, заточка по 20* на сторону.
Отдаем на гравирофку и фотографу. Кто то же должен делать работу профессионально. Я не профессионал, сделал я не много ножей и до сих пор учусь и на своих ошибках тоже.
Данный пост я бы хотел посветить памяти по настоящему мастеру своего дела, который делал шикарные гриндера, а именно Андрею Chapay!
В этом году его не стало, но память будет жить вечно, как и его дело!
Вот такие красавцы от Андрея! ГЧ-12 и ГЧ-10 оба с лентой 1250мм.
Источник
Жми на кнопку, чтобы подписаться на "Как это сделано"!
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану (shauey@yandex.ru) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Подписывайтесь также на наши группы в фейсбуке, вконтакте, одноклассниках, в ютюбе и инстаграме, где будут выкладываться самое интересное из сообщества, плюс видео о том, как это сделано, устроено и работает.
Жми на иконку и подписывайся!
- http://kak_eto_sdelano.livejournal.com/ - https://www.facebook.com/kaketosdelano/ - https://www.youtube.com/kaketosdelano - https://vk.com/kaketosdelano - https://ok.ru/kaketosdelano - https://twitter.com/kaketosdelano - https://www.instagram.com/kaketosdelano/Официальный сайт - http://ikaketosdelano.ru/
Мой блог - http://aslan.livejournal.com
Инстаграм - https://www.instagram.com/aslanfoto/
Facebook - https://www.facebook.com/aslanfoto/
Вконтакте - https://vk.com/aslanfoto
Комментарии (0)
{related-news}
[/related-news]